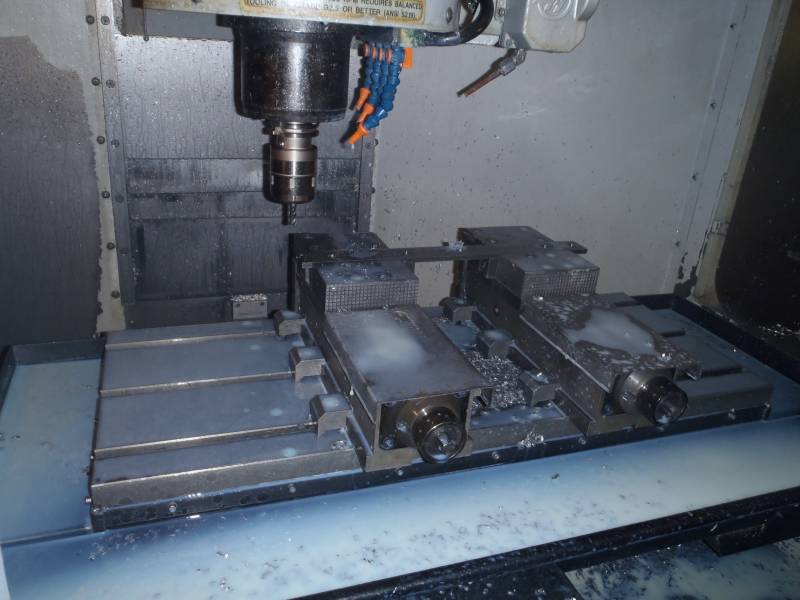
- L'usinage à commande numérique, pour la fabrication de pièces en grande série
- L'usinage conventionnel, utilisé pour la réalisation de pièces unitaires ou pour le prototypage
Nous disposons pour cela d'un parc de machines d'usinage complet et varié, afin de répondre aux besoins de nos clients : tours conventionnels, tours à commande numérique ou encore centre d'usinage.
Après l'usinage, nous procédons au traitement de surface de vos pièces, en les plongeant dans un bain de phosphatation zinc. Idéal notamment pour une meilleure accroche de la peinture sur les pièces. Nos méthodes sont aux normes NF A91-501 et ISO 9717.